纸浆模塑制品是一种采用废纸等再生浆作为主要原料,采用独有的工艺以及造纸行业相关助剂,在专用网模上压制而成一种立体纸基产品。纸浆模塑制品也称之为纸模或纸托(以下简称纸浆模)。
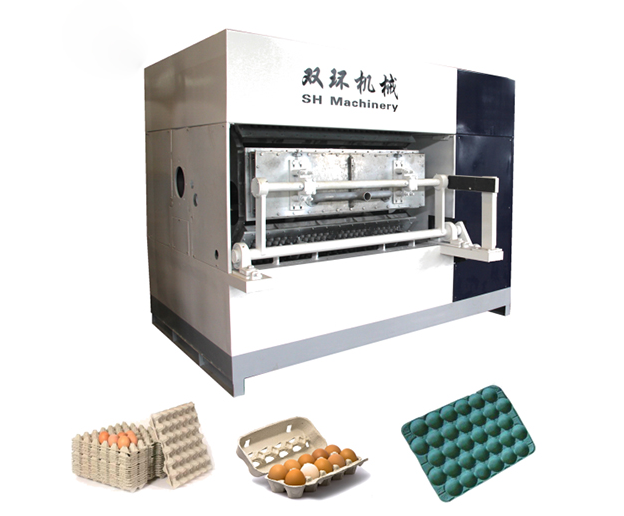
纸浆模塑制品主要应用在禽蛋、小电子类的运输缓冲保护,也可以制成饮料杯托、医用器皿、一次性花盆等。
下面笔者就来简单的介绍一下纸浆模塑制品的生产工艺与设计基础。
纸浆模加工工艺
纸浆模塑制品的生产工艺过程可以为:原材料(废纸)筛选、碎纸打浆、调配浆液(浓度)、纸浆施胶、制品成型、制品干燥、制品整型、后道加工等,具体如图2所示。
但归纳起来主要分成五大工序:制浆、成型、干燥、整型、后道。
(1)制浆工序:
这是纸浆模塑制品的第一工序,主要依托或借鉴的都是造纸工艺。首先要对废纸原料或其它原料进行分选、筛选,由于废纸的来源比较广泛,有废报纸、瓦楞纸板包装的边角料、纸板印刷后的边角料等;所以在打浆之前要对其进行仔细分类并剔除各种掺杂物。一般所用机器为液压磨碎机和分选机。其次就是碎纸打浆,需要将分选净化好的几种原料废纸磨碎打浆,转变为均匀的纸。第三对浆料进行调配,因为原料废纸的比重、硬度和颜色各有不同,所以要根据将要生产的产品的要求进行浆料调配,以达到客户所需的产品要求。第四就是纸浆施胶,纸浆施胶使为了提高产品的抗液体渗透性能和防水性能等。一般而言,纸模所施的胶料为松香、石蜡乳胶或松香石蜡胶。调配松香胶是施胶的关键。由于纸模是注型制品,与纸板的生产不同,生产时纸浆的上浆浓度应较高,约在1%-2%。
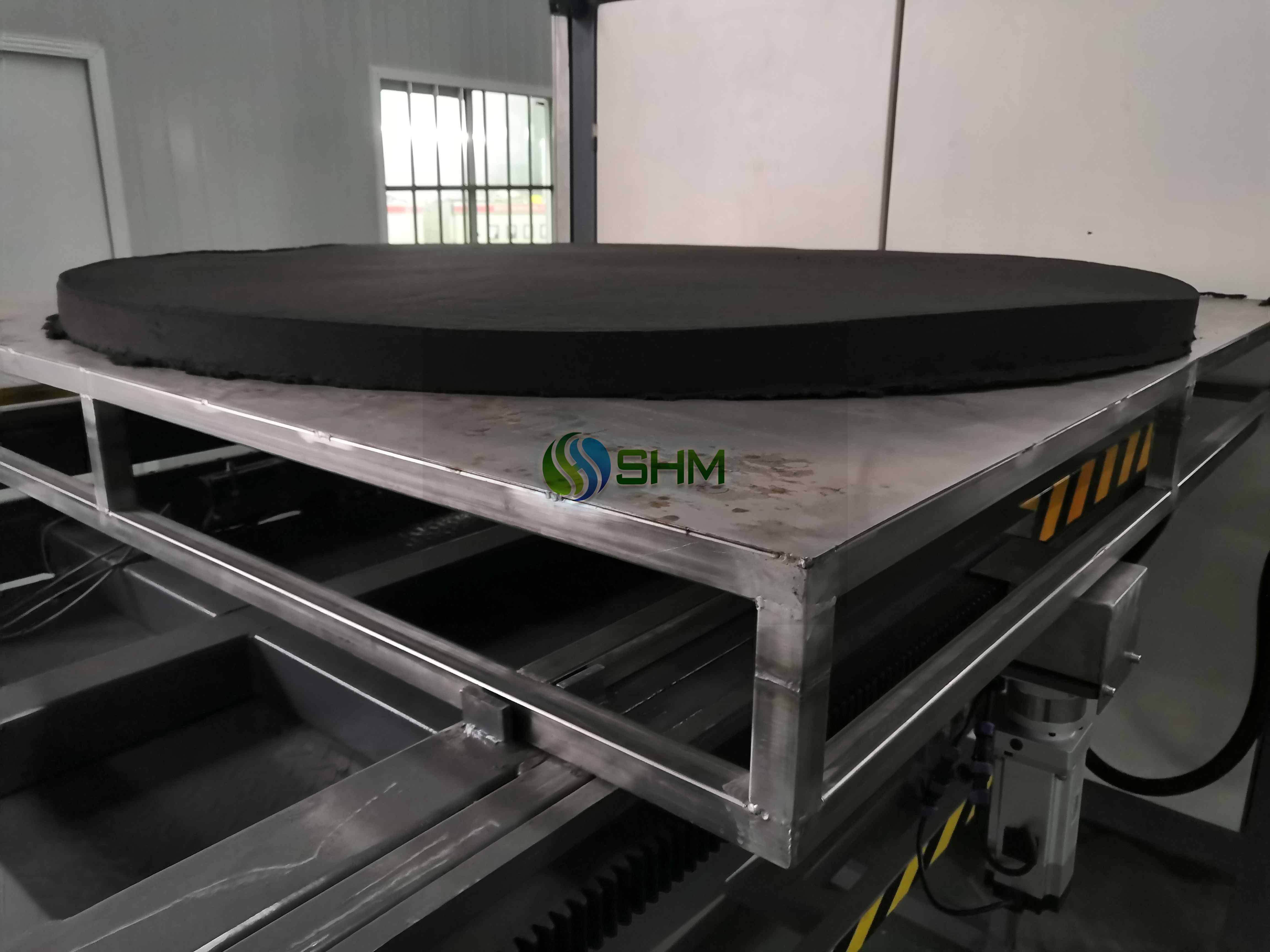
(2)成型工序:
通常纸浆模塑制品的成型就是将纸浆注满模型及罩壳上部的容积之后,水将通过模型的金属网壁排出,而纤维则附着在网状模型的表面上;通过一定时间的纤维沉积,到一定的厚度,则成型结束。成型结束后,借助于液压气缸升起模型,上、下模型合拢将制品压实后取出,这个压实的过程主要作用是压榨出制品中的部分水分;一般由于挤压程度的不同,制品在挤压后的含水率约为50%-75%。
对于成型工序而言,如果产品生产数量不大,通常采用单个产品成型,人工接料;对于一些批量大的纸模,如蛋托、咖啡杯托、鞋撑等产品,则会采用连续轮转设备来完成成型工序,这样自动化效率能够提高很多。
(3)干燥工序:
通常纸浆模塑制品的干燥是在周期或者连续作业的干燥炉中进行的,主要是要将制品中的含水率降为10%-12%。在干燥炉或连续干燥传送装置中,主要使用热空气来干燥制品,开始时的温度为250℃-300℃(制品在7-10秒内含水量减少50%),然后温度降为100℃-105℃。在连续式的干燥炉内具有传送装置,制件在炉内通过不同的温度区,最后干燥到含水率为10%-12%左右即可。
(4)整型工序:
通常纸浆模塑制品的整型是在热成型机上进行热挤压,使制品更为密实,壁的厚度均匀、外表面的光滑平坦和提高壁的强度,这些对于制品而言是非常必要的。有时纸模上需要压制一些标志等,可以在此工序中进行,而不需要在制成型模具时将其制作上,然后在进行成型工序时制作出,这样制出的标志容易出现不清楚、不光滑等问题,而在整型工序中进行,就较易避免此类情况出现。
对于一些湿压纸模,则是结合干燥和热整型两个工序,直接将成型后的制品,直接通过湿热整型设备,直接完成制品。这样得到制品表面质地光滑平整,制品硬度也比传统的纸模要好。这种湿压工艺制作出的纸模印刷效果也很好,适用于一些消费品或高档产品的包装,可以说是拓宽了其仅在传统工业包装上的用途,扩展到了高精美要求的消费电子或高端产品包装上。
(5)后道加工:
纸浆模塑制品干燥后即可使用,但有时还需要进行特殊的后续处理,如:压光、涂料烘培或在表面印刷图案文字等。
纸模都均有脱模斜度,同类产品之间都可以相符对堆叠,对于一些大批量生产制作的纸模一般还有一个自动化的堆叠工序,堆叠后的制品有时还会用过压力机,压制以减少堆叠过程中的不紧凑的情况,这样出货时的制品总体尺寸会小一些,增加出货装载数量。
纸模形状相对复杂和尺寸较大的制品,同时又有承载能力、缓冲能力、定位功能等基本特点。基于这些特殊、基本的要求,决定这类纸模的工艺特性是:不论制品的形状如何复杂,同一制品的壁厚必须相同,只有这样才能满足制品在生产工艺中的成型和定型(或烘干)的要求。
纸浆模的模具制造
纸浆模塑制品在整个生产过程中,必不可少的一种工具就是模具,而且纸模在不同的工序使用到的模具也有不同,可能会需要使用到以下三套模具:吸浆成型模、热压整型模、定位切边刀模。后两种模具要视制品要求而定,但吸浆成型模是制作过程必不可少的一种模具。
一般制作工业用纸模,可能需要用到以下三种模具:吸浆成型模、热压整型模、切边模。这三种模具的使用要视生产工艺而定,只有需要用到整型和切边时,才需要用后两种模具;但吸浆成型模则是纸模生产过程中必不可少的一种。下面就分别介绍这几种模具的情况。
(1)吸浆成型模:
主要是将纸浆成型为湿的纸模,它一般分为上模和下模两部分,利用装有上、下模的成型机的工作来完成其吸浆成型的功能。成型上模包括:上模板、定位框和环氧树脂部分三部分。上模板与定位框是用螺钉或铆钉连接的;环氧树脂部分是由环氧树脂及其固化剂反应后凝固而成;环氧树脂部分和定位框是由环氧树脂直接粘结在一起的。
成型下模包括:下模板、底板、裙框、压边框、型芯几部分。它们之间都是利用螺钉或铆钉连接的。成型上、下模各部分除环氧树脂部分外其材料一般可采用铸铁或铸铝,简单的就可以直接用木板。
型芯、裙框是纸模模具的主要成型部分,其外形是所成型的纸模形状来决定的。型芯和裙框的背面都要掏空,留壁厚5~8mm。在型芯和裙框的成型部分的壁上每隔12~15mm的距离,至少应有一个2.5mm的通孔,作为正负压作用下空气与水的通道。成型部分表面包有一层网,这层网的作用是让水分通过,让纸浆纤维附着其上,从而达到纸浆成型的目的。网的材料可以是不锈钢也可以是金属丝等,一般网目数为40~50目,或是更小的60目等。底板是用于固定型芯、裙框的,底板上也可以有成型部分。
压边框有三个作用:一是压着裙框上的网的边缘;二是它和定位框组成吸浆成型模具的定位导向机构。定为导向动作主要靠定位框和压边框上相配合的斜面来完成,这个作用有些像塑胶注射模中导柱与导套的作用;三是承担载荷的作用。当上、下模合模时,合模的冲击力主要作用于定位框和压边框相接合的平面上,这样就不会使型芯或上模环氧树脂部分受到损坏。
定位框除与压边框组成定位导向机构和起到承担载荷的作用外,还有个作用就是:由定位框的高度来保证模具的闭合高度为一个标准值;把模具的闭合高度标准化有利于不同产品同时在一台机器上生产。为了减轻重量,定位框有时分成两部分,下边用铸铝,上边用木材做成。
环氧树脂上模的主要作用就是过模。在生产中它就是将成型后的湿纸模从下模吸出,然后放下湿纸模。吸浆成型模有时也可以没有裙框和底板,这时型芯和压边框就直接装于下模上。
(1)热压整型模
热压整型模包括热压整型上模和热压整型下模两部分。热压整型模的材料最为常用的铸铝材料。铸铝优良好的铸造性能、易加工性及良好的导热性,使其成为作热压整型模的较好材料。吸浆成型后的湿纸模,经过烘干线烘干,由于收缩会产生变形,因此为了保证纸模尺寸及外形尺寸准确、表面平整及外形美观,烘干后的纸模需要进行热压整型这一工序。热压整型模的主要作用就是对烘干后变形的纸模进行热压整型。热压整型时,纸模中的水分易变成水蒸气,为了便于排出水蒸气及易于将纸模从热压整型下模上脱下,热压整型模还需要开有排气孔和排气槽。
(2)定位切边刀模
定位切边模主要是为了使纸模的四边平齐、规整,需要对纸模进行切边处理时就需要用到。纸模切边模可以装于液压机、曲柄压力机及气压机上。由于一些小纸模切边所需的力较小,所以切边模也可以装于人力切边机上来完成。
在有了纸模翻边工艺后,在热压整型模上装上翻边框,翻边和热压整型就可同时进行。经过翻边后的纸托其四边规整、强度也得到提高,故许多产品就只进行翻边而不再用切边工序,所以现在切边模也就比较少用。
纸浆模的设计
纸浆模塑制品设计其实包含了纸浆模自身的结构设计与加工模具设计,两者之间是相互依存于关联的。往往两者之间需要同步设计完成,一般设计步骤及要点如下有三点:
(1)先设计制品结构,再根据制品结构设计模具。这是因为制品是用于保护与固定产品的,所以其内部尺寸要与产品的外形尺寸相匹配。
(2)模具设计中要先设计整型模具,再设计成型模具。因为制品再生产后期,整型工艺对于尺寸的控制要求更高,所以要先保证整形工艺过程中的尺寸控制,这就要求先设计好整型模具尺寸,这时需要充分考虑纸浆模塑制品的厚度。同时还需要考虑到整型后的脱模问题,需要预留一定的尺寸空隙用于脱模。而且整型工艺会对成型后的产品,尤其是在厚度上会有进一步加压过程,所以成型模具是在整型模具的尺寸基础上进行再设计的。通常在尺寸上会考虑到成型模具与工艺的特点,如成型模具的包网网线厚度、整型加热后的尺寸收缩率等。
(3)模具设计中要先设计下模,再设计上模。通常成型下模是基于整型上模的尺寸进行设计的,而成型上模又是通过成型下模进行环氧树脂倒模制作而成。而且纸浆模塑制品的外观尺寸与纸箱内尺寸的匹配问题,这就使得先设计下模会更为有利。
澳港宝典资料网是高新技术企业,具有极其深厚的技术底蕴,拥有一支早熟知纸浆模塑技术及工艺的人才队伍,掌握了国内外先进的纸浆模塑纤维成型设备、模具及产品生产技术,形成了纸(植物)纤维成型、碳纤维成型、陶瓷纤维成型的各类生产设备三十余款。其中:碳纤维成型设备、纸质育苗(秧)盘成型设备、各类纸质包装设备、一次性纸质餐具及容器设备等具有国内先进水平。