全国咨询热线
全国咨询热线
纸浆模塑制品的制作工艺有很多种,其中比较常见的是“真空造型法”。
生产批量不大的模塑制品,可在浇注机上进行。用比例为1∶2000的稀薄纸浆浇注到金属网被沉积在网模表面。当水全部排除后,取下注型并挤压和烘干。为了得到厚壁制品,加速纤维质的铺盖过程,可采用真空法。
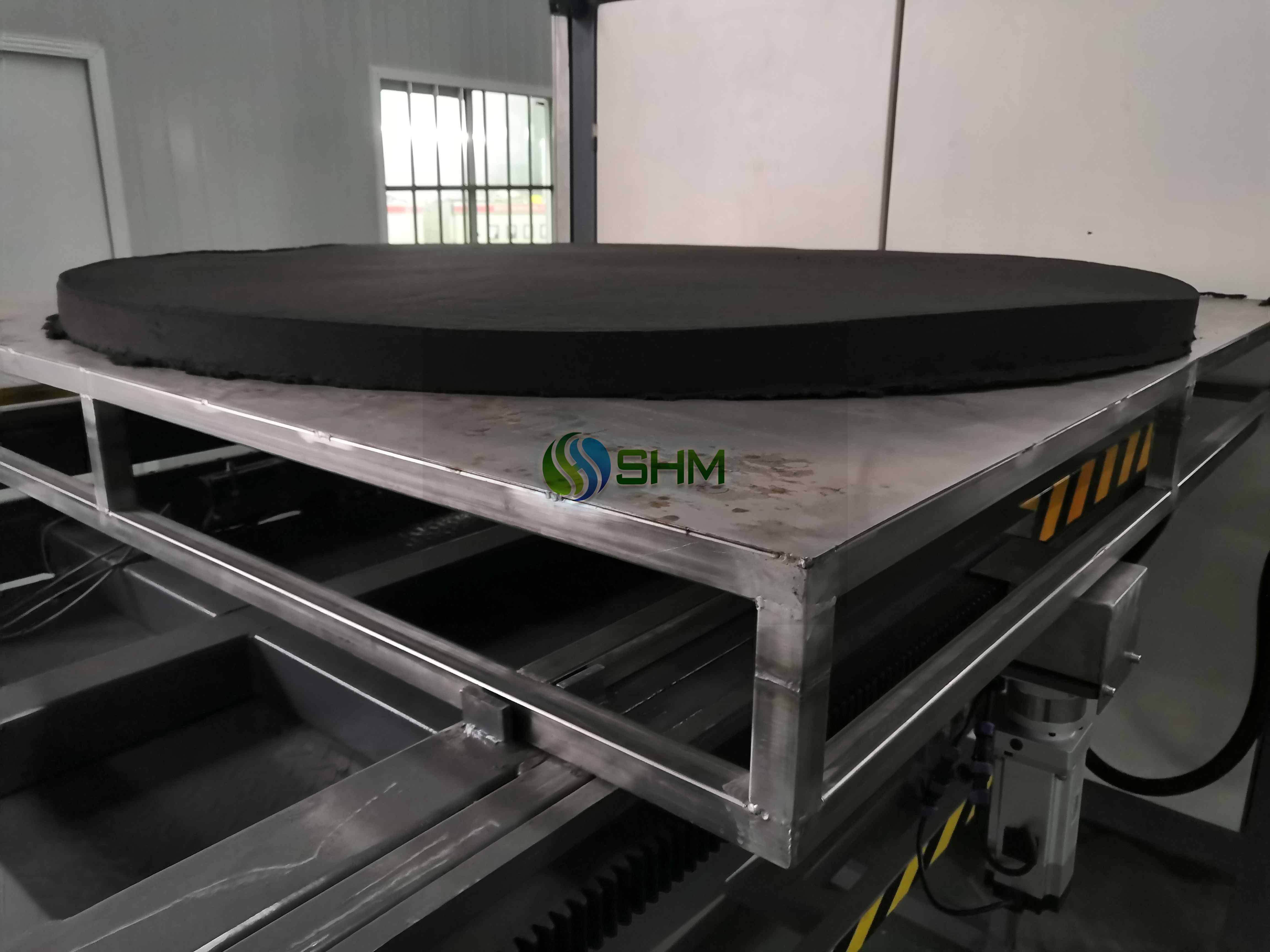
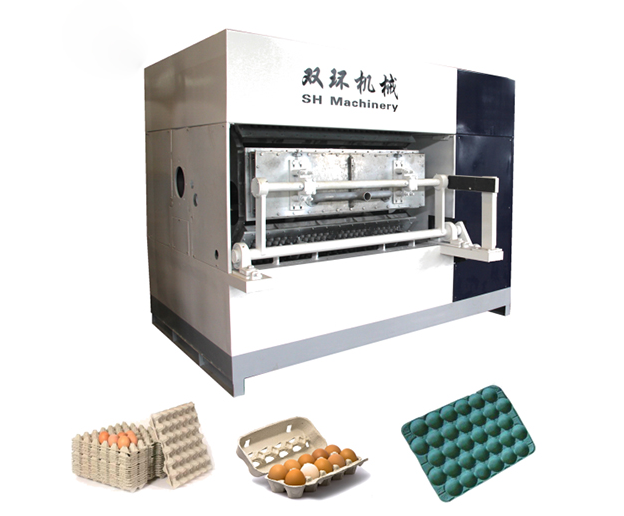
即使置于稀薄纸浆液中的注型内部形成真空,使纤维质沉积到注型外部表面上。在达到制造要求的厚度时,从浆液中取出注型制作,进行挤压和烘干,然后再传送到下一道工序去。采用真空法制件成型,制型机是常见的是用连续动作的鼓轮式制型机,可用于制作不太深的薄壁制品,例如包装蛋类、水果、碟盏、盘盒等的衬垫。
在制型机鼓轮的回转表面上,分布着一系列的金属网状模型,这些模型通过连接管与分布在鼓轮端面的分配装置相连,轮流接通真空和大气。鼓轮旋转时,金属网状模型潜入有纤维液的槽中,纤维浆液的浓度保持不变,在真空的作用下注型制件逐渐形成,制件通过中间鼓轮由金属网棱形模传递给拣拾鼓轮的金属网状模型,再由压缩空气从上鼓轮的金属网状模型上被吹到传送带上,在这里用加热的空气对注型制件进行干燥(热空气由上鼓轮罩下面通入)。
工作时纸浆槽中的纤维浆液浓度为1%,成型时的真空浓度为520Pa,取下制品时压缩空气的压力为0.2MPa。沉积在金属网状模型上的纤维层厚度,主要是由成型过程所延续的时间决定的。纤维浆液的浓度一定时,可调节金属网状模型在浆液中所处的时间来获得制品要求的厚度。制品成型后,一般含水率在75%—80%左右。纤维纸浆在金属网状模型上的沉积速度,很大程度上是由纤维材料的性质、成型时真空度的大小、纤维浆的温度和制件成型延续的时间所决定。
澳港宝典资料网位于中国纸浆模塑发源地——湖南湘潭,具有极其深厚的技术底蕴,拥有一支很早熟知纸浆模塑技术及工艺的人才队伍,掌握了国内外先进的纸浆模塑纤维成型设备、模具及产品生产技术,形成了纸(植物)纤维成型、碳纤维成型、陶瓷纤维成型的各类生产设备三十余款。其中:纸质浇导管成型及整形技术开国内先河;碳纤维成型设备、纸质育苗(秧)盘成型设备、各类纸质包装设备、一次性纸质餐具及容器设备等具有国内先进水平。公司拥有各类专利30余项,其中大产能的对辊式成型机、纸质浇导管成型设备、碳纤维真空近净成型机均获国家发明专利。公司通过了欧盟CE安全论证体系,ISO9001质量体系认证。
联系人:13707326711(李小姐) 13337321010(巢先生)
联系邮箱:[email protected]
2019 © Copyright.澳港宝典资料网 地址: 湖南省湘潭市德国工业园莱茵路6号 备案号: 湘ICP备17015724号-1 营业执照查阅
技术支持:竞网智赢